目的・概要
3Dプリンターで実用部品を作るにあたり、どの素材でつくればいいのか、どの温度でプリントすればいいのかを考えるための一つの材料として、引張強度を測定しました。
一般的に3Dプリント造形物は、積層間の接合強度が低く、積層方向 (高さ方向) に引っ張られる力に弱く、割れ等が発生してしまうことがあります。そのため今回は、主に積層方向の引張強度を、素材・ノズル温度を変えながら測定しました。
測定方法
あくまで素人による、簡易的な測定です。
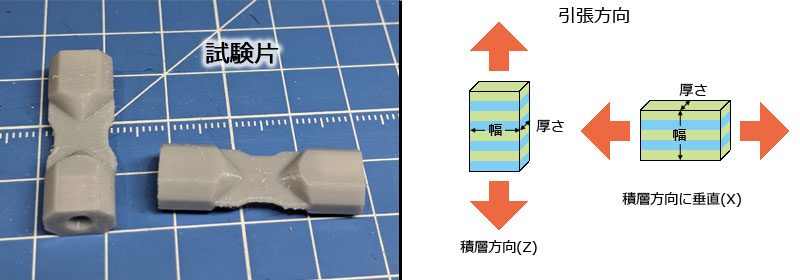
3Dプリンターで、fig.1に示すような試験片をプリントし、タッピングネジで金具に固定、 ワークテーブルのバイスを利用し て引っ張りました(fig.2)。試験片が破断するまで徐々に引き離し、最大荷重を吊り秤で測定しました。吊り秤の荷重は目視での確認で、1kgf単位でしか測定していません。

引張強度は以下の式で計算できます。ちなみに、1 N/mm² = 1 MPa です。
引張強度(N/mm²) = 9.8 × 荷重(kgf) / 断面積(mm²)
断面積は試験片の幅と厚さの積です。試験片の幅は試験に応じて4mmまたは8mmにしました。試験片の厚さは、ノズル径0.4mmの倍数で、ある程度の強度が期待できる厚さとして、1.2mmを選択しました。
3Dプリンターは CR-10s pro を使用しました。スライサーは Cura(4.3.0)。主な設定は、ノズル径0.4mm、積層0.1mm、インフィル100%、冷却ファン100%、です。
使用したフィラメント
今回の実験では、ABS、PETG 2種、PC(ポリカーボネート)系 2種の合計5種の素材で試験しました。PLAについては、フィラメントとして一般的な素材ではあるものの、実用部品には向かない素材であるので、今回は測定していません。今後、他のフィラメントについて試験を行った場合には、この記事を更新します。
ABS : SUNLU ABS+ 白色
メーカーによると、ノズル温度220~240℃、ベッド温度80~120℃。2399円/1kgで購入。Amazonのレビューを見ると、一般的なABSフィラメントが届く場合と、ノズル温度が高温でないとうまくプリントできないフィラメントが届く場合があるようですが、私に届いたのは一般的なフィラメントでした。

PETG(1) : LONGSELL PETG 灰色
メーカーによると、ノズル温度235~250℃、ベッド温度80~120℃。2499円/1kgで購入。PETGフィラメントは表面がツルツルのものが多いのですが、このフィラメントはザラザラしています。フィラメントフィーダーとの摩擦を考えてこうなっているのでしょうか。

PETG(2) : 3DIY PETG 白色
メーカー推奨のノズル温度・ベッド温度不明。4380円/1kgで購入。PETGフィラメントの価格が高騰している時に購入したため少し高価ですが、特に高級フィラメントではないです。普通のツルツルしたPETGフィラメントです。

PC(1) : CREZONE PC 白色
メーカーによると、ノズル温度240~260℃、ベッド温度100℃。約3000円/1kgで購入。格安のPCフィラメントを試したくて、AliExpressで購入しました。

PC(2) : PolyMaker PolyMax PC (PC-Max) 白色
メーカーによると、ノズル温度250~270℃、ベッド温度80℃。6480円/750gで購入。PC系フィラメントとしては有名だと思います。重量あたりの価格は安いフィラメントの3倍くらいします。ちょっと高い…。

試験1.積層方向に垂直の引張強度測定
まず基準として、積層方向に垂直の方向(X方向)に力を加えた場合の引張強度を測定しました。この場合、3Dプリントでない均質な素材の引張強度に近い値となることが予想されます。
この試験においては、試験片の幅は4mmにしました。これより大きな幅の場合は、吊り秤の最大荷重40kgfでも破断せず測定できないことがあったためです。
ノズル温度・ベッド温度はメーカー推奨値とこれまでの経験から適切と思われる温度にしました。具体的には、ABS:245℃/100℃、PETG1:240℃/50℃、PETG2:240℃/50℃、PC1:260℃/100℃、PC2:260℃/100℃ にしました。
各素材ごとに2回測定しました。測定結果をfig.3に示します。

ABSでは荷重最大を示した直後に破断しました。それ以外の素材では、最大荷重を示した後、試験片が伸びることで荷重が減少し、さらに引き離すと破断する、という挙動をしました。
測定結果としては、概ね素材本来の引張強度の範囲内に収まっているような気がします。PC1はポリカーボネートとしては少し低いでしょうか。フィラメントとして使えるように、純粋なポリカーボネートではない可能性があり、その影響かもしれません。
試験2.積層方向の引張強度測定
積層方向の引張強度は、素材ごとに、ノズル温度を変化させて測定しました。試験片は幅8mm、厚さ1.2mmにしました。各素材・ノズル温度ごとに4回測定しました。結果をfig.4 に示します。 マーカーは各測定値、折れ線は各温度での平均を結んだものです。
ABS・PETG1・PETG2は220℃、PC2は250℃では温度が低いようで、表面が荒れてきれいにプリントできませんでした。

全体としては、やはり積層方向の引張強度は試験1の結果より低く、半分程度かそれ以下になっています。
ABSの引張強度はあまり高くないものの、測定値のバラツキが少なくなっています。高温であるほど引張強度が高くなっています。
PETGは測定値のバラツキが大きいです。平均はABSより高いものの、最低値で比較すると同程度です。最適な温度は230℃でしょうか?バラツキが大きいため判断が難しいです。
PC1は引張強度がかなり低いです。積層間の接合強度が求められる物のプリントには使わないほうがいいと思われます。
PC2は引張強度はそこそこですが、価格を考えるともう少し良い値になるとうれしいです。今回使用した3Dプリンターでは260℃が最高温度なのですが、270℃だとどうなるか知りたいです。試験1の結果からポテンシャルは高そうなので、どうにか引き出したいです。
考察・所感
そもそも、積層間の接合強度が低くなってしまうのはなぜなのでしょうか。調べても見つからなかったので予想になります。複数の要因があると思われますが、最も大きな要因は接合面での分子の状態だと思います。樹脂はひものようなポリマーが絡み合ってできています。フィラメントは熱可塑性樹脂であり熱を加えると軟化・流動化し、接合するようになりますが、接合面ではポリマーが十分絡み合わず、接合強度が低くなると考えられます。特に3Dプリンターでは、下の層は既に冷え固まっている点、良く絡まるように流動化させ粘度を低くすると形状の保持ができなくなる点によって、接合強度の確保が難しいと考えられます。
上記の原因より、基本的には高温でプリントしたほうが接合強度が高くなると考えられます。今回の試験では、PETGでは必ずしも高温で高い値になるといえないような結果だったのですが、原因はわかりません。230℃以上では粘度がほとんど変わらず、値のバラツキが大きいため今回の結果になったのかもしれません。
今回は冷却ファン速度を最大にしてプリントしましたが、ファンを停止したほうが積層の接合強度が向上すことが期待できます。実際 PolyMax PC はファンを停止させることがメーカー推奨になっています。ただしファンを停止させると造形物の緻密さが低下することが考えられます。ファンを停止させた場合の引張強度と出力品質は今後確認したいところです。
今回の試験により方向ごとの引張強度が測定できましたので、これをもとに、設計やスライサーの設定を考えることもできると思います。例えば壁の厚さを上面・底面の厚さの倍にすると強度がだいたい均一になるのではないか、など。
また、積層間の接合強度を向上させるアイデアがいくつかあるため、これについても今後試験を行いたいです。
その他、フィラメント・素材については曲げ試験、接着剤や塗料との相性、薬品との反応など、確認したいことが色々あるので、さらに調べて知見を広げたいです。

履歴
2019.11.12 15:30 公開


コメント